 English
English русский
русский عربى
عربى


72-Cavity Preform плесень
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. деталиМеры предосторожности при литье под давлением ПЭТ-преформ
1. Перед инъекцией ПЭТ-преформы материал необходимо высушить в течение трех или четырех часов, чтобы предотвратить превышение предельного уровня влаги в домашнем животном и влияние на качество продукта.
2. Шаблон и форма термопластавтомата должны быть разделены теплозащитным экраном, а во время литья под давлением должно быть достаточно выхлопных газов, чтобы предотвратить разрушение ПЭТ-преформы.
3. Температура расплава контролируется на уровне 270-295°C, а для измерения можно использовать метод впрыска воздуха при впрыске ПЭТ-преформы. они
4. Время впрыска ПЭТ-преформ должно быть быстрым, и его можно контролировать в пределах четырех секунд. тот
5. Противодавление ниже 100 бар для предотвращения износа во время литья под давлением преформ для домашних животных.
6. Время пребывания не должно быть слишком продолжительным. Как правило, если время отключения не превышает 15 минут, его необходимо обрабатывать только нагнетанием воздуха, а если оно превышает, для очистки можно использовать вязкий полиэтилен.
Точки литья под давлением завода по производству пластиковых преформ
1. Скорость инъекции. Как правило, скорость инъекции должна быть высокой, чтобы избежать преждевременной коагуляции во время инъекции. Но слишком быстрая высокая скорость сдвига делает материал хрупким. Инъекция обычно завершается в течение 4 секунд.
2. Время пребывания. Не используйте слишком длительное время пребывания, чтобы избежать потери молекулярной массы. Старайтесь избегать температур выше 300°C. Если время простоя составляет менее 15 минут. Его нужно лечить только нагнетанием воздуха; если оно превышает 15 минут, его следует очистить с помощью вязкого полиэтилена и снизить температуру ствола до температуры полиэтилена до тех пор, пока он не будет снова включен.
3. Выбор машины для литья под давлением. Из-за короткого времени стабилизации ПЭТ после температуры плавления и высокой температуры плавления необходимо использовать систему впрыска с большим количеством секций контроля температуры и меньшим тепловыделением при пластификации, а фактический вес продукта (водосодержащего материала) не должен быть меньше, чем 2/3 от объема машинного впрыска.
4. Противодавление. Чем ниже, тем лучше, чтобы избежать износа. Обычно не более 100 бар. Обычно не нужно использовать.
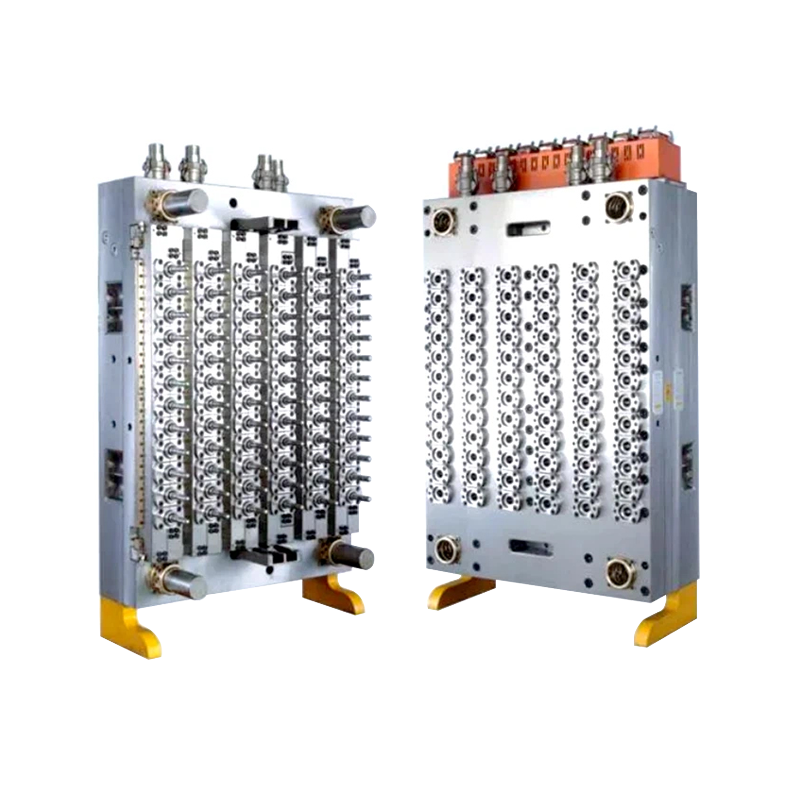
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. детали
Полуавтоматическая выдувая машина является важным инструментом для производст...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
Премонная форма из 12 кавити является высокоэффективным инструментом, предназ...
См. детали
Пресс-форма с широкой горловиной на 24 гнезда представляет собой прецизионный...
См. детали
Форма с широкой горловиной на 12 гнезд специально разработана для производства п...
См. детали
Выдувная машина с ручной подачей — эффективный инструмент, предназначенный дл...
См. детали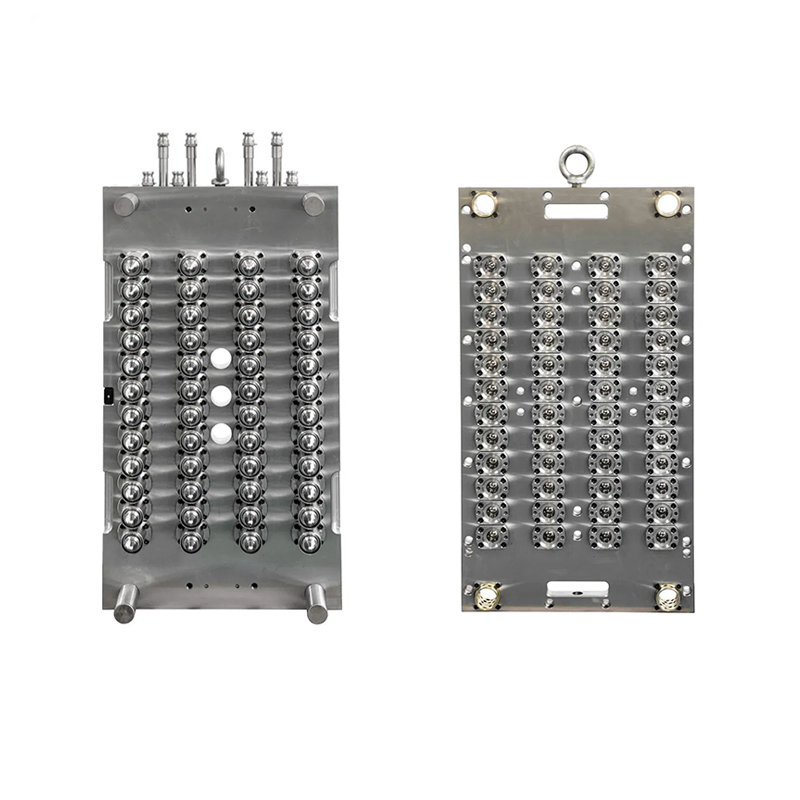
Крышка бутылки с педальным клапаном Pet Pet Pet Pet-это основное оборудование...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

