 English
English русский
русский عربى
عربى


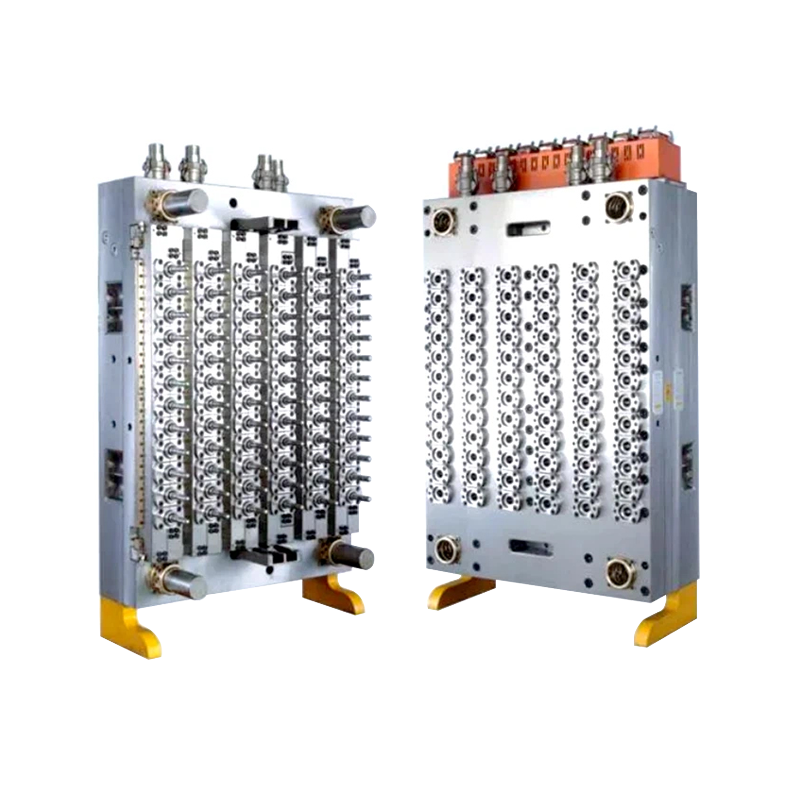
72-Cavity Preform плесень
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. деталиВ области напитков, бытовой химии и упаковки пищевых продуктов ПЭТ-преформы служат основным промежуточным продуктом для корпусов бутылок, полученных выдувным формованием, а эффективность и качество их производства напрямую определяют рыночную конкурентоспособность конечной продукции. В связи с ростом спроса на высокоскоростные линии розлива и легкую упаковку в отрасли, пресс-форма для преформ с игольчатыми клапанами из ПЭТ с 64 полостями стала ключевым оборудованием для модернизации глобальной цепочки упаковочной промышленности благодаря своей сверхмногополой конструкции, прецизионному контролю впрыска и эффективной системе охлаждения, что переопределяет стандарты эффективности и качества производства ПЭТ-преформ.

Система игольчатых затворов является ключом к достижению высокой производительности при использовании форм с 64 полостями.
По сравнению с традиционными открытыми горячеканальными устройствами конструкция игольчатого клапана точно контролирует время открытия и закрытия затвора, приводя в движение иглу клапана с помощью серводвигателя, полностью решая три основные проблемы при литье под давлением ПЭТ-материала: устранение следов на литнике: игла клапана плавно прилегает к поверхности полости формы, когда она закрыта, избегая образования остатков «водоотвода» в горлышке заготовки бутылки и обеспечивая герметизацию горлышка бутылки после выдувания. формовка; Оптимизация баланса наполнения: независимо контролируйте давление впрыска в каждой полости, устраняйте недостаточное заполнение или вспышку, вызванные различиями в длине канала, и поддерживайте уровень квалификации продукта более 99,5%; Сокращение потерь материала: нет необходимости вручную разрезать клеевые отверстия, что снижает образование отходов и снижает затраты на единицу продукции на 15–20%. В качестве примера можно привести пресс-форму с игольчатым клапаном Qihong Mold с 64 полостями. В ее горячеканальном механизме используется немецкий нагревательный элемент Hotset в сочетании с интеллектуальной системой контроля температуры PID, колебания температуры контролируются в пределах ± 1 ℃, что позволяет эффективно избежать сгорания сырья в горячеканальном канале. В то же время, благодаря конструкции спирального контура охлаждающей воды, температура тела формы поддерживается на уровне 40-55 ℃, что значительно повышает стабильность шаблона машины для литья под давлением.
Эффективность охлаждения напрямую влияет на цикл литья под давлением и качество продукции.
Форма с 64 полостями обеспечивает сбалансированное распределение охлаждающей воды и быстрый теплообмен за счет конструкции центральной разделительной пластины и многоступенчатых каналов охлаждающей воды. Канал охлаждающей воды со спиральной полостью усиливает охлаждающий эффект и сокращает цикл литья под давлением до менее чем 12 секунд; Специальное охлаждение резьбовых соединений: между ползуном и толкающей пластиной вставлена медно-графитовая пластина для снижения коэффициента трения. При этом используется независимый канал охлаждения для усиления охлаждения резьбовой части во избежание деформации, вызванной термическим напряжением; Интеллектуальная интеграция контроля температуры: при использовании американского полиимидного изоляционного колпачка DUPONT P84NT2 температура длительного использования может достигать 380 ℃. В сочетании с турбулентной охлаждающей водой под высоким давлением преформа быстро охлаждается ниже точки Tg (70–78 ℃), уменьшая кристалличность и улучшая прозрачность выдувного формования.
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. детали
Полуавтоматическая выдувая машина является важным инструментом для производст...
См. детали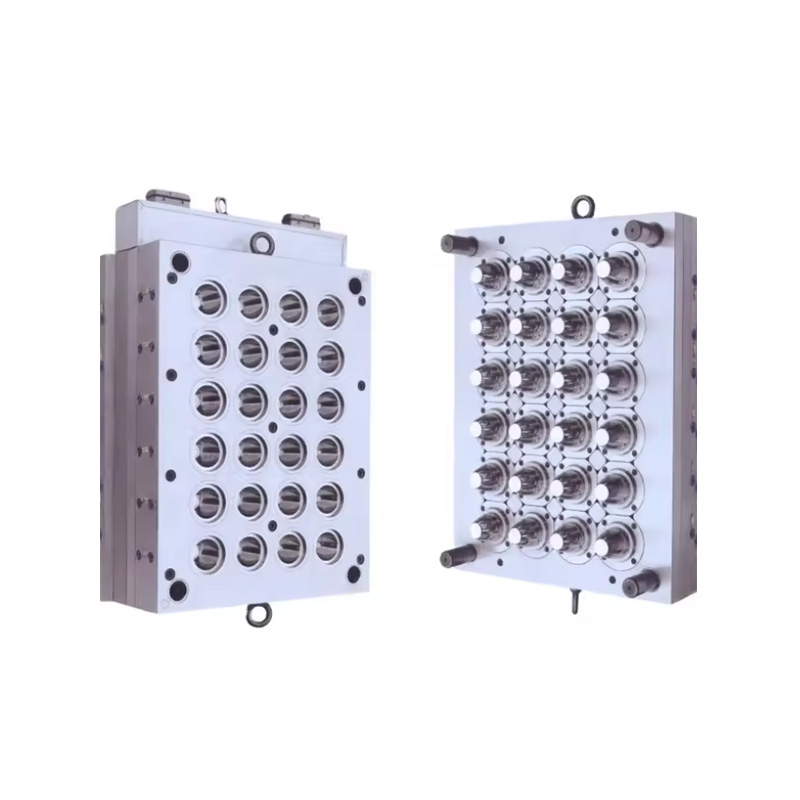
Плесень крышки для бутылки является важным инструментом в производстве пласти...
См. детали
Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. детали
Вода/напитки для бутылок для напитков представляют собой специализированную п...
См. детали
Машина для литья под давлением является важным оборудованием в производстве и...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
Пресс-форма для ручек является важным инструментом при производстве высококачест...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

