 English
English русский
русский عربى
عربى


24-Cavity Preform плесень
Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. деталиЛитье пластмасс под давлением является краеугольным камнем современного производства, позволяющим массово производить бутылки, контейнеры и другие пластиковые компоненты. Среди наиболее часто используемых форм формы для преформ и формы для выдувания бутылок необходимы при производстве напитков, а форма для ручек обеспечивает эргономичный дизайн. Пресс-формы для пластмасс используются в широком спектре отраслей промышленности для различных применений. Понимание того, как количество полостей влияет на пресс-форму, имеет решающее значение для эффективности, качества продукции и эксплуатационной надежности.
«Полость» относится к полой части формы, которая формирует из расплавленного пластика конечный компонент. Увеличение количества полостей повышает производительность, но создает механические, термические и эксплуатационные проблемы. Правильное проектирование, выбор материалов и управление процессом необходимы для обеспечения баланса между эффективностью и качеством продукции, особенно для крупных производителей, таких как производитель пресс-форм для преформ или завод по производству пресс-форм для пластмасс.
| Внешний вид/Тип пресс-формы | Пресс-форма для преформ | Пластиковые формы | Ручка Плесень | Форма для выдувания бутылок |
|---|---|---|---|---|
| Цель/Функция | Производство ПЭТ или других пластиковых преформ для бутылок. | Общее производство пластиковых деталей | Создайте эргономичные ручки для бутылок или кувшинов. | Растягивание и выдувание преформ в готовые бутылки |
| Ключевые характеристики | Маленькие толстостенные преформы; точность влияет на конечную целостность бутылки | Широкий выбор форм и размеров; критическое охлаждение и давление впрыска | Сложная геометрия, требующая направляющих, подъемников или складных сердечников. | Качество преформы напрямую влияет на конечный размер бутылки. |
| Влияние множественных полостей | Увеличивает пропускную способность; добавляет механическую и термическую сложность | Достижение равномерного потока материала становится все более сложной задачей | Синхронизация критическая; неравномерное наполнение или деформация более вероятны | Различия в преформах приводят к непостоянной толщине стенок и структурной слабости. |
| Механическое воздействие | Дополнительные полости увеличивают базовое напряжение; выравнивание имеет решающее значение | Неравномерное распределение нагрузки может ускорить износ | Движущиеся компоненты подвергаются более высоким механическим нагрузкам. | Несоответствия преформ влияют на процесс выдува |
| Тепловое / Охлаждение | Необходимы сложные каналы охлаждения; постоянство температуры имеет важное значение | Предотвращение «горячих точек» является ключом к поддержанию качества | Неравномерное охлаждение может деформировать ручки. | Равномерный нагрев преформы обеспечивает равномерный выдув бутылок. |
| Поток материала / инъекция | Требуется более высокое давление впрыска; возможны короткие снимки | Сбалансированный поток предотвращает коробление или неполное заполнение. | Сложная геометрия увеличивает сопротивление | Неоднородные преформы могут повлиять на толщину стенок. |
| Обслуживание и долговечность | Необходимы частые проверки; износ накапливается быстрее | Конструкция с несколькими полостями требует большего обслуживания. | Движущиеся части требуют регулярного контроля. | Вариации преформ косвенно влияют на срок службы пресс-формы |
| Экономические последствия | Более высокая первоначальная стоимость; лучшая пропускная способность снижает стоимость детали | Компромисс между стоимостью, энергией и эффективностью | Сложная конструкция увеличивает первоначальные инвестиции | Эффективность производства зависит от однородности преформ |
| Решения по оптимизации | Усовершенствованное охлаждение, прецизионная обработка, моделирование потока | Моделирование, оптимизация материалов, проектирование охлаждения | Высокоточные направляющие/подъемники, терморегулирование, датчики | Мониторинг преформ, оптимизация полостей, автоматическое обнаружение дефектов |
Пресс-форма для преформ
Конфигурация с большим количеством полостей в этой форме увеличивает нагрузку на базовые и основные компоненты. Разница температур между полостями может привести к неравномерной толщине стенок или деформации. Оптимизированные каналы охлаждения, точное давление впрыска и правильный выбор материала имеют решающее значение для обеспечения высококачественных преформ. Производители пресс-форм для преформ часто используют передовые инструменты моделирования для обеспечения единообразия во всех полостях.
Пластиковые формы
В конструкциях с несколькими полостями, используемых на заводе Plastics Mold Factory, обеспечение равномерного потока материала становится все более сложной задачей. Неравномерное заполнение или температурные градиенты могут привести к деформации или неполноценности деталей. Использование передового программного обеспечения для моделирования и оптимизированных систем направляющих, а также тщательно спроектированных каналов охлаждения помогает поддерживать качество продукции при одновременном увеличении производительности.
Ручка Плесень
Производство нескольких ручек в одной форме требует точной синхронизации направляющих, подъемников и складных сердечников. Термические несоответствия могут привести к деформации или смещению. Поставщик пресс-форм для крышек часто интегрирует мониторинг в реальном времени и высокоточную обработку для предотвращения дефектов и поддержания точности размеров.
Форма для выдувания бутылок
Качество преформ напрямую влияет на растяжение бутылки и толщину стенок. Небольшие различия в размерах преформ от многополой формы могут привести к неравномерному распределению стенок и структурной слабости. Автоматизированный мониторинг преформ и согласованные протоколы нагрева помогают снизить эти риски, обеспечивая однородность готовых бутылок.

Количество полостей в форме напрямую влияет на ее механическую и конструктивную конструкцию. В пресс-формах для преформ увеличение количества полостей означает, что основание формы и опорные пластины должны выдерживать более высокое совокупное давление впрыска. Каждая полость создает дополнительные точки напряжения, особенно вокруг штифтов и вставок полостей. Несовпадение сердечников или полостей может привести к дефектам заготовки, включая неравномерную толщину стенок или несоответствие размеров. Поэтому пресс-формы с большими полостями требуют точных допусков на обработку и прочных материалов пресс-форм для сохранения стабильности при повторяющихся циклах.
В случае пластиковых форм структурное воздействие часто усугубляется размером и сложностью формованных деталей. Большее количество полостей создает неравномерное распределение нагрузки по плите формы, что может ускорить износ и сократить срок службы формы, если она не спроектирована должным образом. В конструкциях с несколькими полостями часто требуются более толстые основания пресс-формы или усиленные вставки, чтобы предотвратить отклонение во время впрыска, что в противном случае может привести к перекосу деталей или заусенцам.
Формы для ручек сталкиваются с еще более серьезными механическими проблемами. Использование направляющих, подъемников и складных сердечников приводит к появлению движущихся компонентов, которые должны работать идеально синхронно. При наличии нескольких полостей сложность координации этих движущихся элементов возрастает в геометрической прогрессии. Любое отклонение в тайминге может привести к неполному заполнению, перепрошивке или деформации ручек. В результате формы для ручек с большим количеством полостей более склонны к механическим повреждениям и требуют частого осмотра и обслуживания.
В пресс-формах для выдувания бутылок структурная целостность формы косвенно зависит от качества преформы. Пресс-формы для преформ с большими полостями позволяют производить преформы с небольшими различиями в размерах. Эти несоответствия приводят к неравномерному растяжению в процессе выдувания, что может неравномерно нагружать форму, что потенциально может со временем привести к износу критических участков или незначительным трещинам. Усиленные конструкции пресс-форм и высокоточная механическая обработка необходимы для смягчения этих эффектов.
Управление температурным режимом и охлаждение Performance in Multi-Cavity Mould Design
Температурное регулирование играет решающую роль в определении производительности, стабильности и срока службы формы, и его важность становится более заметной по мере увеличения количества полостей. Взаимодействие между выделением тепла, рассеиванием тепла и стабильностью цикла напрямую влияет на консистенцию продукта и общую эффективность производства.
Термоконтроль в пресс-форме для преформ
В пресс-форме для преформ каждая полость подвергается повторяющимся циклам нагрева и охлаждения, создавая локализованное накопление тепла. По мере увеличения количества полостей пресс-форме требуется более сложная архитектура каналов охлаждения, чтобы обеспечить равномерное распределение температуры во всех областях полости. Недостаточный тепловой баланс может привести к таким явлениям деформации, как коробление, вмятины и неравномерная толщина стенок, все из которых отрицательно влияют на структурную целостность и прозрачность конечной бутылки.
Термические соображения в пресс-форме для пластмасс
В пластиковой форме термическое поведение варьируется в зависимости от геометрии, распределения массы и характеристик течения полимера отливаемой детали. По мере увеличения количества полостей сложность достижения термической однородности также возрастает. Плохо сбалансированное охлаждение может привести к появлению горячих точек, что приведет к неполному заполнению, видимым поверхностным дефектам или внутренним напряжениям, которые со временем ухудшают механические характеристики.
Термические проблемы в форме ручки
Ручка-форма обладает уникальными тепловыми характеристиками благодаря наличию направляющих, подъемников и складных механизмов. Эти компоненты затрудняют прямые пути охлаждения и создают зоны с замедленным отводом тепла. Когда количество полостей увеличивается, поддержание синхронизированного теплового баланса становится значительно более сложным.
Неравномерное охлаждение в пресс-форме этого типа может привести к деформации, отклонению размеров или нарушению эргономичной геометрии ручки. Таким образом, для стабилизации профилей температуры пресс-формы часто необходимы точные системы контроля температуры и локализованные охлаждающие вставки.
Термическое воздействие на форму для выдувания бутылок
В пресс-формах для выдувания бутылок эффекты температурных изменений возникают на более ранних этапах процесса, особенно во время формирования преформы. Преформы необходимо повторно нагреть до определенного температурного диапазона, чтобы обеспечить равномерное растяжение на этапе выдувания. Даже небольшая разница температур между преформами, часто вызванная неравномерным охлаждением в форме для преформ, приводит к неравномерной толщине стенок и снижению прочности бутылки.
Поэтому постоянная температура преформы имеет основополагающее значение для обеспечения структурной стабильности, прозрачности и распределения материала в готовой бутылке. Усиленные протоколы контроля температуры и системы мониторинга между камерами обычно используются для поддержания равномерного температурного кондиционирования.
Конструкции с большими полостями требуют более высокого давления впрыска и оптимизированных систем направляющих. При производстве преформ недостаточное давление может привести к появлению коротких всплесков или пустот. Сбалансированное течение в пластиковой форме необходимо для предотвращения деформации, а сложная геометрия формы ручки увеличивает сопротивление потоку. При выдувании бутылок неоднородность преформ влияет на процесс растяжения. Инструменты моделирования помогают прогнозировать поведение потока и оптимизировать параметры закачки.
Износ увеличивается с увеличением количества полостей. Пресс-форма для преформ требует частого осмотра, а многополая пластиковая форма требует дополнительного обслуживания. Форма для ручки требует контроля движущихся частей, а различия в преформах косвенно влияют на долговечность формы для выдувания бутылок. Профилактическое обслуживание и мониторинг являются ключом к продлению срока службы пресс-формы.
Конструкции с большим количеством полостей снижают стоимость детали, но требуют первоначальных инвестиций. Производитель пресс-форм для преформ получает выгоду от увеличения производительности, а завод по производству пресс-форм для пластмасс обеспечивает баланс между энергопотреблением, техническим обслуживанием и производительностью. Поставщик пресс-форм для крышек сталкивается с более высокими затратами из-за сложной конструкции, но повышает эффективность при оптимизации пресс-форм. При выдувании бутылок однородные преформы имеют решающее значение для минимизации брака и поддержания эффективности производства.
Решения для пресс-форм с большой полостью включают в себя:
Эти методы широко применяются производителями форм для преформ, фабриками по производству пластиковых форм и поставщиками форм для крышек для повышения эффективности, уменьшения дефектов и поддержания качества продукции.
Количество полостей существенно влияет на механическое напряжение, термическое поведение, поток материала и требования к обслуживанию формы. Конструкции с несколькими полостями обеспечивают более высокую производительность, но требуют тщательного мониторинга и оптимизации конструкции. Производство преформ требует точного контроля температуры и расхода, пресс-форма для пластмасс требует сбалансированного впрыска и управления износом, пресс-форма для ручек требует синхронизации сложных компонентов, а пресс-форма для выдувания бутылок зависит от единообразных преформ.
Интегрируя передовые технологии и тщательный контроль процесса, производители, в том числе производитель пресс-форм для преформ, завод пресс-форм для пластмасс и поставщик пресс-форм для крышек, могут добиться высокой эффективности, низкого уровня дефектов и длительного срока службы пресс-форм, обеспечивая при этом высокое качество продукции.

Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. детали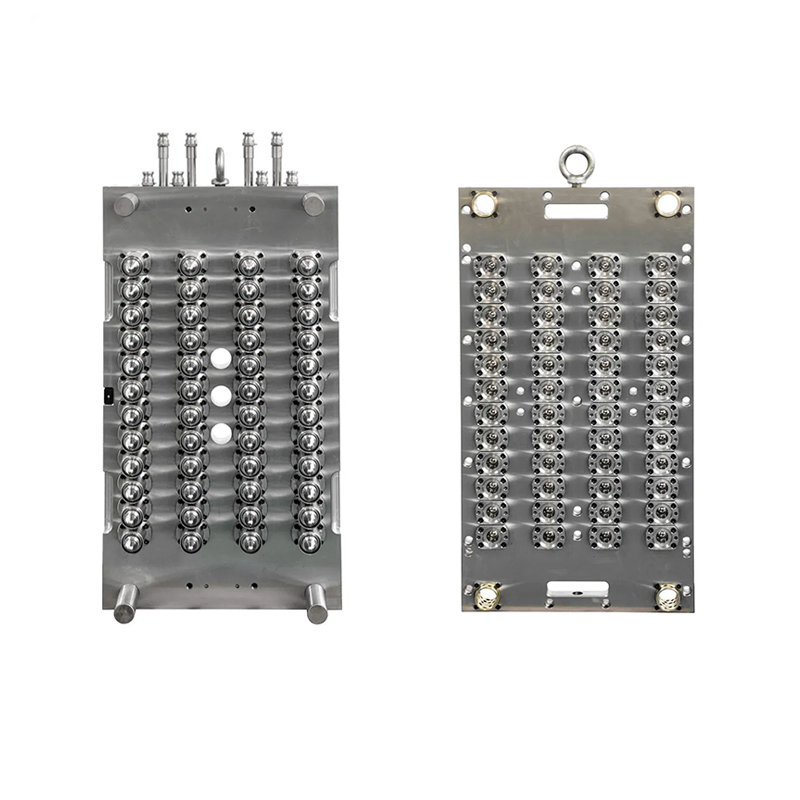
Форма преформы 48 кавити предназначена для производства высокопроизводительны...
См. детали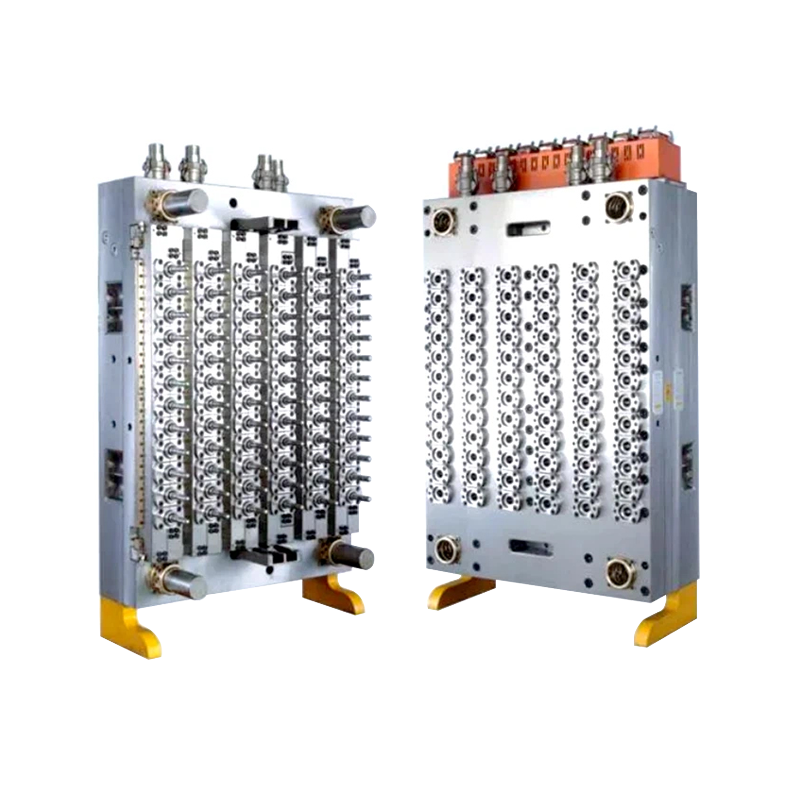
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. детали
Полуавтоматическая выдувая машина является важным инструментом для производст...
См. детали
Премонная форма из 12 кавити является высокоэффективным инструментом, предназ...
См. детали
Форма с широкой горловиной на 18 гнезд — это высокопроизводительный инструмен...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
Выдувная машина с ручной подачей — эффективный инструмент, предназначенный дл...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

