 English
English русский
русский عربى
عربى


Полный спектр автоматических выдувных машин
Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. деталиПрактическое руководство для стабильного качества и максимальной производительности
При производстве преформ фаза охлаждения незаметно определяет все: насколько быстро может работать машина, насколько равномерной будет толщина стенок, насколько прозрачной будет бутылка на полке и насколько надежно она будет работать при выдувании и наполнении. Хотя инжектирование и упаковка занимают большую часть внимания во время установки, именно система охлаждения в конечном итоге решает, будет ли пресс-форма работать прибыльно или станет узким местом.
Почему охлаждение является настоящим лидером
В тот момент, когда расплавленный ПЭТ заполняет полости, огромное количество тепла должно покинуть форму, прежде чем заготовки можно будет извлечь без повреждений. Толстое основание, изящная отделка шейки и особенно длинные тонкие сердцевины по-разному противостоят тепловому потоку. Если тепло выходит неравномерно, преформа сжимается неравномерно, что приводит к образованию овальных горловин, толстых тонких стенок, помутнения или линий напряжений, которые позже раскалываются во время выдува. Поэтому быстрый и равномерный отвод тепла не является обязательным; это сердце всего процесса.
Основные способы отвода тепла
Прямые просверленные каналы Традиционный и до сих пор доминирующий метод представляет собой тщательно спланированную сеть просверленных каналов, расположенных как можно ближе к формовочным поверхностям. Эти каналы устроены так, что каждая полость и каждое ядро испытывают примерно одинаковую интенсивность охлаждения. Продуманная компоновка — равномерное расположение линий и отсутствие резких изгибов — гарантирует, что охлаждающая жидкость достигнет всех участков, пока она еще холодная.
Перегородки и барботеры для длинных стержней. Внутри тонких стержней редко бывает достаточно простых просверленных отверстий. Перегородка (тонкая перегородка) или барботерная трубка заставляют воду проходить весь путь до кончика и обратно, устраняя мертвую зону, которая в противном случае образовалась бы в центре сердцевины. Эти небольшие дополнения часто оказывают самое заметное влияние на четкость грифа и охлаждение основания.
Вставки с высокой проводимостью Там, где тепло концентрируется больше всего — обычно в центре основания и на самом кончике сердечника — вставки из медных сплавов или бериллий-медь прессуются или ввинчиваются. Эти материалы отводят тепло гораздо эффективнее, чем обычная литейная сталь, сглаживая горячие точки, которые в противном случае замедлили бы весь цикл.
Конформные каналы охлаждения Благодаря современному аддитивному производству металлов каналы больше не обязательно должны быть прямыми. Теперь они могут двигаться по спирали и изгибаться, оставаясь на равном расстоянии от формованной поверхности в каждой точке. Формы, в которых используются эти контурные каналы, охлаждаются быстрее и гораздо более равномерно, часто устраняя дефекты, которые ранее требовали более медленных циклов или кондиционирования после формования.
Контроль охлаждающей жидкости и температуры
Охлажденная вода, иногда смешанная с гликолем для предотвращения замерзания или коррозии, остается универсальным выбором. Точные блоки контроля температуры удерживают поступающую воду с точностью до долей градуса, а отдельные контуры для блоков полостей, стержней и горловых колец позволяют осуществлять точную настройку каждой зоны независимо.
Поток, который действительно работает
Гладкий, тихий поток хорошо смотрится на бумаге, но отводит мало тепла. Эффективное охлаждение требует турбулентного потока — быстро движущейся, закрученной воды, которая отводит тепло от стенок канала. Балансировочные клапаны, трубопроводы правильного размера и периодические устройства контроля расхода гарантируют, что каждый контур получает изрядную долю холодной и энергичной охлаждающей жидкости.
Шейные кольца, которыми часто пренебрегают
Резьбовая часть охлаждается главным образом при контакте с половинками горловины. Независимые контуры с высокой скоростью потока, а иногда и спиральные канавки, выточенные в самих кольцах, значительно уменьшают нежелательную кристалличность в горлышке, предотвращая появление складок, напоминающих гармошку, которые мешают заготовкам бутылок с газировкой.
Поддержание работоспособности системы
Даже самые хорошо спроектированные каналы постепенно забиваются минеральными отложениями или коррозией. Регулярная очистка (с использованием циркулирующей мягкой кислоты или ультразвуковой ванны) наряду с плановой заменой уплотнений и испытаниями под давлением предотвращает снижение эффективности охлаждения в течение нескольких месяцев непрерывной работы.
Охлаждение никогда не было гламурным, но это самый важный рычаг, который есть у производителя преформ для повышения производительности, сокращения количества отходов и подачи безупречных бутылок на выдувную машину. В Тайчжоу Цихун Молд Ко., Лтд. , мы проектируем каждую форму с учетом этой истины: тщательно спроектированная система охлаждения, которая точно контролируется и добросовестно обслуживается, всегда будет работать быстрее, потреблять меньше энергии и производить преформы превосходного качества по сравнению с любым конкурентом, который рассматривает охлаждение второстепенным вопросом.
Научитесь охлаждению, и все остальное при литье преформ встанет на свои места.

Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. детали
Вода/напитки для бутылок для напитков представляют собой специализированную п...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
Машина для литья под давлением является важным оборудованием в производстве и...
См. детали
Пресс-форма с широкой горловиной на 24 гнезда представляет собой прецизионный...
См. детали
Форма с широкой горловиной на 18 гнезд — это высокопроизводительный инструмен...
См. детали
Медицинские формы для бутылок - это специализированные инструменты, предназна...
См. детали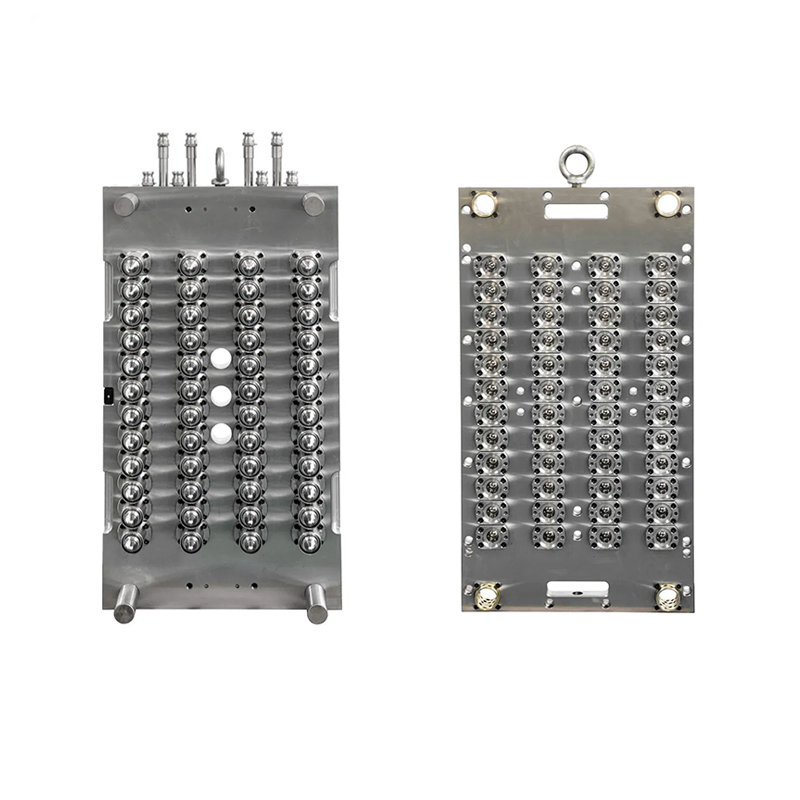
Крышка бутылки с педальным клапаном Pet Pet Pet Pet-это основное оборудование...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

