 English
English русский
русский عربى
عربى


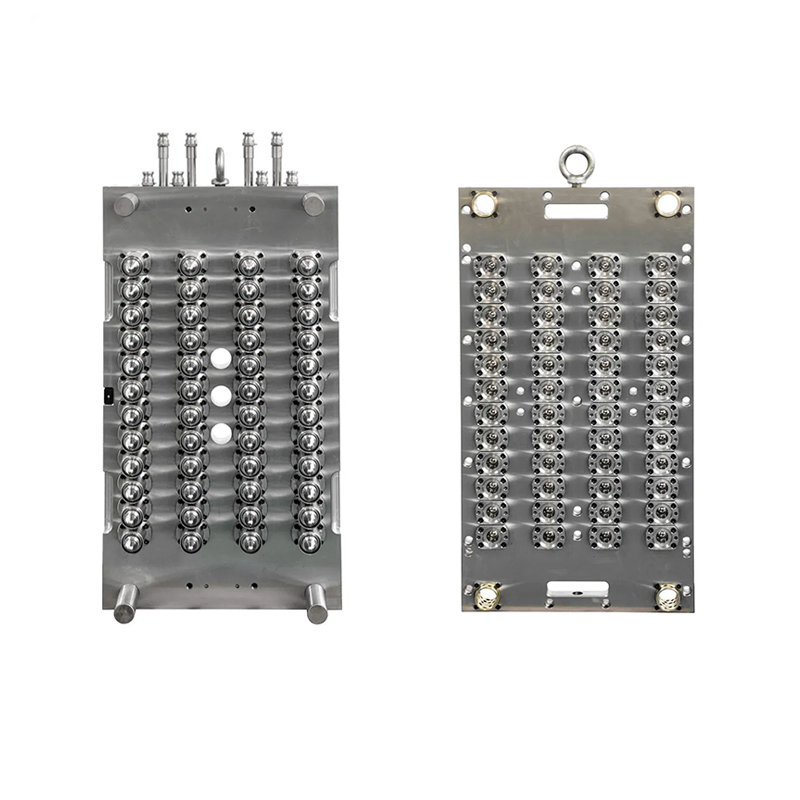
48-Cavity Preform плесень
Форма преформы 48 кавити предназначена для производства высокопроизводительны...
См. деталиПроизводство ПЭТ-бутылок вращается вокруг одного важнейшего компонента: преформы. Преформа — это кусок ПЭТ в форме пробирки, который позже нагревается и выдувается в готовую бутылку. Качество, стабильность и экономическая эффективность каждой ПЭТ-бутылки почти полностью зависят от того, насколько хорошо спроектирована, эксплуатируется и обслуживается литьевая форма, из которой производятся эти преформы (обычно называемая «формой для преформ» или «формой для ПЭТ-преформ»).
Пресс-форма для преформ — это высокоточная многополая литьевая форма (обычно от 16 до 192 полостей, иногда больше), которая впрыскивает расплавленный ПЭТ при температуре 270–290 °C в полости холодной формы (8–14 °C) для формирования преформ за время цикла 10–25 секунд. Современные формы почти всегда представляют собой системы с горячими литниками с клапанными затворами, поскольку системы с холодными литниками больше не являются экономически выгодными для ПЭТ.

Ключевые части типичной формы для преформ:
Преформа — это небольшой кусок пластика, похожий на пробирку, который изготавливается методом литья под давлением. Затем эти преформы нагреваются и выдуваются до желаемой формы с помощью выдувной машины. Конструкция преформы имеет решающее значение, поскольку она определяет форму, прочность и функциональность конечного продукта.
Прежде чем вы даже повесите форму
Никогда не торопитесь с установкой. Несколько тщательных проверок избавят вас от головной боли на несколько дней:
Осторожно нагрейте горячеканальную систему задолго до того, как форма коснется плит. Поднимайте только за определенные точки. Сначала закрывайте зажим медленно, затем примените полный тоннаж только тогда, когда все будет идеально установлено.
Подключите охлаждающую воду из самого холодного и чистого источника. Подсоедините воздушные или серволинии к затворам клапана. Только после этого подключайте кабели нагревателя и термопары — перевернутая термопара может разрушить весь коллектор за считанные минуты.
Не существует единой волшебной настройки, подходящей для любого веса преформы, толщины стенок или количества полостей, но опытные заводы следуют одним и тем же основным принципам:
Поддерживайте расплав достаточно горячим, чтобы он мог свободно течь, но не настолько горячим, чтобы он разлагался. Поддерживайте одинаковые температуры горячеканальных каналов во всех зонах — небольшие изменения приводят к большим изменениям. Держите форму настолько холодной, насколько это позволяет система охлаждения, не вызывая образования конденсата. Впрыскивайте достаточно быстро, чтобы заполнить каждую деталь до того, как ворота замерзнут, затем переключитесь на мягкое удерживающее давление, достаточное для компенсации усадки. Охладите достаточно долго, чтобы самая толстая часть затвердела, но ни минутой дольше — каждая дополнительная секунда стоит денег и может вызвать стресс.
Сами преформы подскажут, что именно нужно изменить:
Белый ореол вокруг ворот означает, что область ворот охлаждается слишком медленно или удерживающее давление слишком низкое. Видимые вмятины на корпусе означают, что пока ворота были открыты, было упаковано недостаточно материала. Засветы вокруг горловины почти всегда означают, что разрезные кольца на шее не закрываются идеально или сила зажима недостаточна. Неполные преформы (короткие снимки) указывают на засорение литников, холодное расплавление или слишком низкую скорость впрыска. Неприятный привкус бутилированной воды обычно возникает из-за слишком высокой температуры плавления или плохо высушенной смолы. Овальная или некруглая форма горловины возникает из-за неравномерного охлаждения горловины или механического смещения.
Большая часть цикла уходит на отвод тепла. Даже небольшое повышение средней температуры пресс-формы отнимает драгоценные секунды производительности и увеличивает внутреннее напряжение преформы.
Необходимы отдельные контуры охлаждения для полостей, сердечников, горловин и зоны литника. Турбулентный поток в каждом канале, сбалансированные скорости потока и тщательный мониторинг температуры возвратной воды отличают обычные установки от установок мирового класса.
Крошечные штифты, которые запечатывают каждые ворота, должны идеально двигаться в каждом цикле. Липкое или медленное срабатывание создает струны, кристалличность или заблокированные ворота. Регулярная очистка и своевременная замена штифтов и уплотнений обеспечивают надежность системы на протяжении миллионов циклов.
Относитесь к форме как к точному инструменту:
Расплавленный ПЭТ опасен. Горячие коллекторы сгорают мгновенно. Вода и воздухопроводы под высоким давлением могут привести к травмам. Всегда используйте соответствующие защитные приспособления, термостойкие перчатки, защитные маски и полную блокировку, прежде чем приближать какую-либо часть тела к движущейся стали.
Лучшие заводы сегодня работают с чрезвычайно быстрыми циклами, почти без отходов, с формами, рассчитанными на десятки миллионов выстрелов, и с потреблением энергии, которое десять лет назад казалось бы невозможным.
Они достигают этого с помощью современных полностью электрических или сервогидравлических машин, горячеканальных систем с индивидуальным контролем наконечников, мониторинга процесса в реальном времени и, прежде всего, строгой культуры чистоты, измерения и профилактического обслуживания.
Пресс-форма для преформы — это гораздо больше, чем кусок обработанной стали. Это сердце всей упаковочной линии. Подайте ему чистую сухую смолу. Держите его холодным, чистым и идеально ровным. Внимательно слушайте, что говорят вам преформы. Делайте это постоянно, и пресс-форма вознаградит вас безупречным результатом день за днем, год за годом.
Форма преформы 48 кавити предназначена для производства высокопроизводительны...
См. детали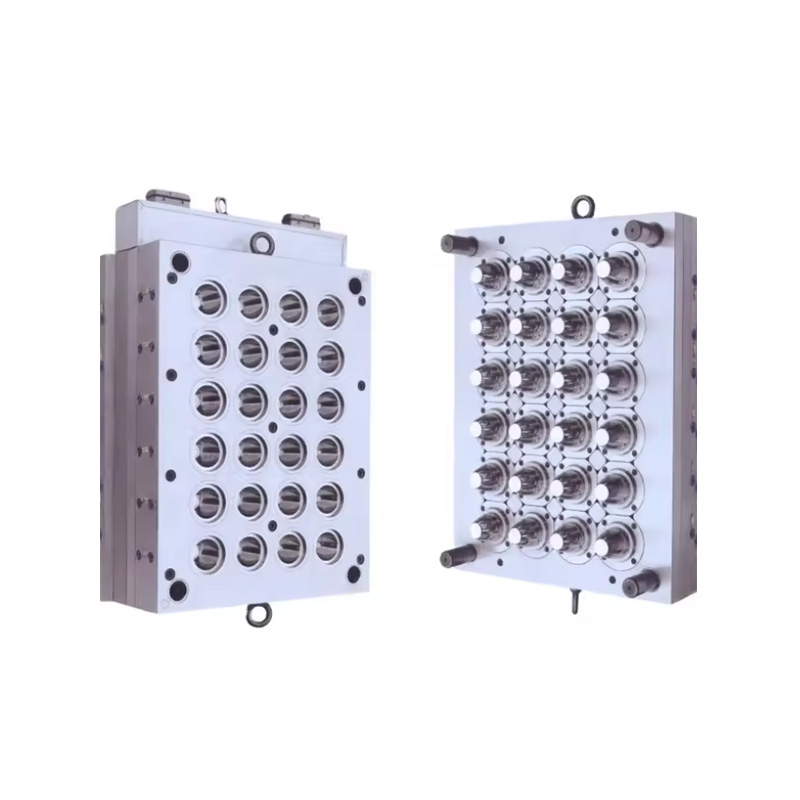
Плесень крышки для бутылки является важным инструментом в производстве пласти...
См. детали
Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
Машина для литья под давлением является важным оборудованием в производстве и...
См. детали
Форма с широкой горловиной на 18 гнезд — это высокопроизводительный инструмен...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
Медицинские формы для бутылок - это специализированные инструменты, предназна...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

