 English
English русский
русский عربى
عربى


24-Cavity Preform плесень
Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. детали 
Во многих производственных дискуссиях качество и выпуск часто рассматриваются как отдельные цели. Однако в повседневной работе они тесно связаны между собой поведением пресс-форм с различным количеством гнезд. Количество полостей определяет, насколько стабильно работает система и насколько плавно может продолжаться производство с течением времени.
Когда количество полостей ограничено, контроль качества обычно опирается на прямое наблюдение и рутинную корректировку. Объем производства неуклонно растет, пока ритм остается стабильным. По мере увеличения количества полостей взаимосвязь становится более сложной. Ожидания в отношении результатов растут, а качество становится все более зависимым от баланса между несколькими позициями.
Качество пресс-форм с различным количеством гнезд не зависит от единого стандарта. Вместо этого он отражает, насколько равномерно ведет себя каждая полость по отношению к другим. В структурах нижних полостей различия легче обнаружить и исправить, что упрощает поддержание единообразия.
По мере роста числа полостей качество становится коллективным, а не индивидуальным результатом. Небольшие различия между полостями могут находиться в допустимых пределах, если рассматривать их по отдельности, но вместе они могут влиять на общую стабильность. Это меняет то, как качество оценивается и управляется.
Поведение качества в полых структурах часто демонстрирует следующие закономерности:
Производительность часто связана с количеством гнезд, но опыт работы с пресс-формами с различным количеством гнезд показывает, что эффективная производительность зависит от координации. Каждая полость должна вносить свой вклад в ритм с остальной частью системы. Когда выравнивание сохраняется, выходной сигнал остается стабильным. Когда он ломается, производственный поток нарушается.
Конфигурации нижней полости часто поддерживают плавный темп с меньшим количеством перерывов. По мере добавления полостей синхронизация становится более чувствительной. Один резонатор, работающий за пределами ожидаемого диапазона, может повлиять на весь цикл, снижая эффективную производительность.
Таким образом, поведение выходного сигнала отражает не только количество имеющихся полостей, но и то, насколько хорошо они работают вместе при длительной работе.
Структурный баланс внутри форм с различным количеством гнезд влияет как на стабильность качества, так и на ритм выпуска. Сбалансированные конструкции распределяют рабочую нагрузку более равномерно, помогая полостям реагировать одинаково с течением времени. Такое выравнивание снижает необходимость частой коррекции.
Когда баланс неравномерен, некоторые полости могут испытывать более высокую нагрузку, постепенно отклоняясь от ожидаемого поведения. Эти различия могут повлиять на однородность поверхности и нарушить производственный ритм, что затрудняет контроль качества и производительности.
Структурный баланс поддерживает производительность за счет:
При изменении количества полостей качество и производительность реагируют узнаваемым образом.
| Конфигурация полости | Шаблон согласованности качества | Выходной ритм | Чувствительность управления |
|---|---|---|---|
| Структуры нижней полости | Высокая однородность | Стабильный и предсказуемый | Низкий |
| Умеренные полостные структуры | Сбалансированный вариант | Совместно с мониторингом | Средний |
| Высшие полостные структуры | Распределенная вариация | Условный и чувствительный | Высокий |
Увеличение количества полостей расширяет производственные мощности, но также расширяет диапазон рисков качества. В формах с различным количеством полостей и множеством полостей небольшие несоответствия могут повторяться в нескольких положениях, что затрудняет их изолирование.
К общим проблемам, связанным с качеством, относятся:
Риски не означают, что конструкции с более высокой полостью непригодны. Вместо этого они подчеркивают важность согласования между количеством полостей и возможностями управления.
По мере увеличения количества полостей производительность не всегда увеличивается одинаково. В реальных условиях производства пресс-формы с различным количеством гнезд могут достичь точки, когда координация становится сложнее, чем ожидалось. Когда это происходит, объем производства больше не зависит от имеющихся мощностей, а от того, насколько хорошо система может оставаться сбалансированной.
Чрезмерно расширенные конструкции полостей имеют тенденцию выявлять ограничения, которые поначалу легко не заметить. Небольшие нарушения, которые когда-то остались незамеченными, могут начать влиять на весь процесс. На бумаге уровни производительности все еще могут выглядеть приемлемыми, однако рабочий ритм становится менее равномерным.
Общие ограничения часто включают в себя:
Контроль процесса находится в центре взаимодействия качества и производительности в формах с различным количеством гнезд. Поскольку структуры полостей становятся более сложными, пространство для корректировки имеет тенденцию сужаться. Действия, которые когда-то казались рутинными, теперь требуют более пристального внимания.
При расположении нижней полости управление часто является прямым и интуитивным. Операторы могут реагировать быстро, иногда без формальных шагов. При планировании более высоких полостей контроль смещается в сторону регулярного наблюдения и последовательного обращения. Работа становится тише, но и требовательнее.
Эффективный контроль поддерживает баланс несколькими способами:
Вместо того, чтобы вмешиваться только тогда, когда возникают проблемы, контроль лучше всего работает в виде постоянного присутствия. Он удерживает систему на месте.
Кратковременное давление, направленное на повышение производительности, может повлиять на поведение пресс-форм с различными номерами полостей с течением времени. Когда ожидания по результатам растут без должного внимания к балансу, стабильность качества может начать медленно меняться.
Во многих случаях изменения незначительны. Не бывает внезапных неудач. Вместо этого между полостями появляются небольшие различия. Со временем этими различиями становится труднее управлять, особенно во время продолжительной эксплуатации.
Наблюдения за текущим производством часто показывают, что:
Выбор номера полости обычно предполагает ряд практических решений. В пресс-формах с различным количеством гнезд выбор отражает, с какой сложностью может справиться команда, сохраняя при этом производительность в приемлемых пределах.
Вместо того, чтобы концентрироваться только на мощности, многие операции рассматривают:
В отрасли разговоры о конфигурации резонаторов все чаще сосредотачиваются на балансе. Роль поставщика пресс-форм с различным количеством гнезд постепенно отошла от предложения максимального количества гнезд в качестве опции по умолчанию.
Вместо этого внимание переключается на то, как выбор конструкции соответствует реальным условиям эксплуатации. Производительность больше не оценивается только по масштабу. Стабильность, ритм и последовательность теперь имеют одинаковый вес.
Эта точка зрения поощряет выбор, который согласовывает производственные намерения с тем, что на самом деле происходит на площадке. Это также сокращает разрыв между проектными ожиданиями и повседневной работой.
Число гнезд остается практическим ориентиром при балансировании качества и производительности. Пресс-формы с различными номерами полостей делают эту взаимосвязь видимой в ходе повседневной эксплуатации, когда структурные решения соответствуют реальным условиям.
Когда конфигурация полости, дисциплина управления и ожидаемая производительность совпадают, производительность становится предсказуемой. Процесс меньше реагирует и легче переходит в устойчивый ритм.
Опыт, накопленный во всей отрасли, включая наблюдения, связанные с Тайчжоу Цихун Молд Ко., Лтд. , продолжает указывать в том же направлении. Продуманный выбор резонатора обеспечивает производительность, которая сохраняется с течением времени, а не только в идеальных условиях.

Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. детали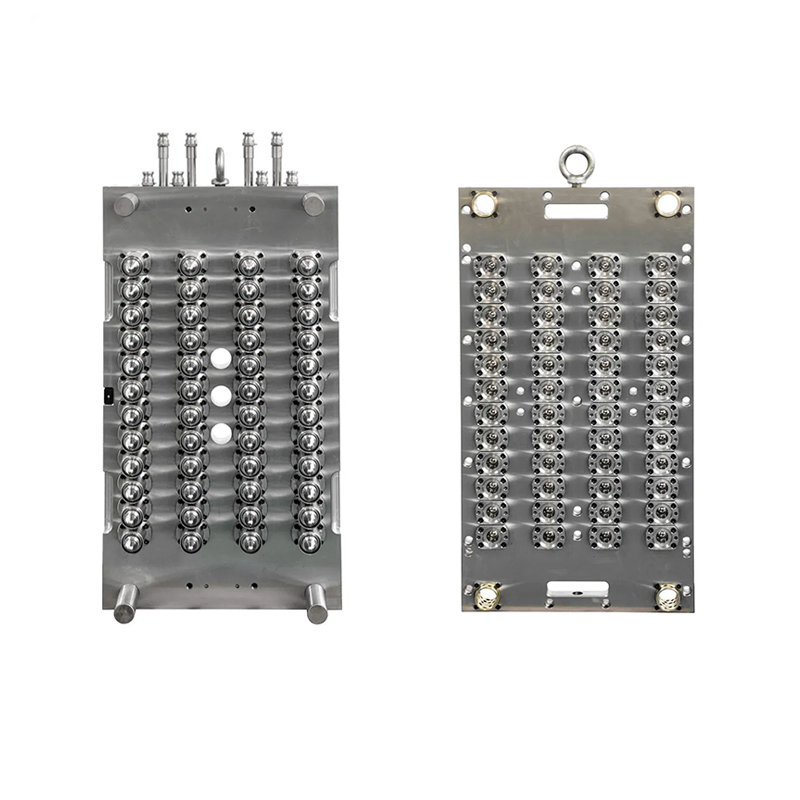
Форма преформы 48 кавити предназначена для производства высокопроизводительны...
См. детали
Полуавтоматическая выдувая машина является важным инструментом для производст...
См. детали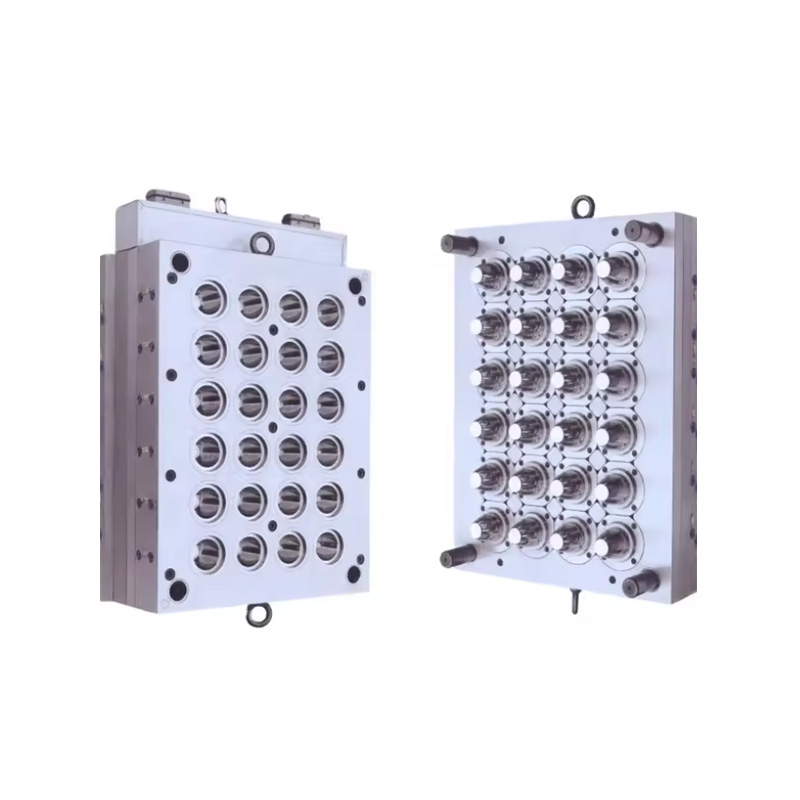
Плесень крышки для бутылки является важным инструментом в производстве пласти...
См. детали
Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. детали
Вода/напитки для бутылок для напитков представляют собой специализированную п...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

