 English
English русский
русский عربى
عربى


24-Cavity Preform плесень
Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. деталиВ современном производстве конструкция пресс-формы редко является фиксированной формулой. Производство нуждается в смене. Формы изделий меняются. Ожидания относительно объема производства растут и падают. В этой движущейся среде распространенным выбором стали формы с различным количеством полостей.

На первый взгляд, увеличение или уменьшение числа полостей кажется простой регулировкой. Больше полостей предполагает более высокую производительность. Меньшее количество полостей предполагает более жесткий контроль. Однако реальность более многослойна. Каждый выбор сопряжен с рядом компромиссов, которые влияют на рабочий процесс, согласованность и долгосрочное использование.
Проблемы не всегда появляются сразу. Некоторые поверхности во время установки. Другие становятся видимыми только после длительной эксплуатации. Понимание этих проблем помогает объяснить, почему выбор полости часто рассматривается как тщательное взвешивание, а не простое решение.
На бумаге номер полости звучит как очевидная переменная. Добавляйте больше полостей, производите больше деталей за цикл. Уменьшите кариес, упростите процесс.
На практике каждая добавленная полость приводит к новым взаимодействиям внутри формы. Пути потоков становятся более распределенными. Небольшие различия между полостями начинают иметь значение. Даже небольшие изменения могут повлиять на равномерность формирования деталей.
Из-за этой сложности становится сложнее прогнозировать результаты, основываясь только на замысле проекта. То, что хорошо работает в небольшой установке, может вести себя по-другому при масштабировании. Зависимость между количеством полостей и производительностью не всегда линейна.
Конструкторам часто приходится корректировать несколько элементов только для того, чтобы обеспечить одно изменение номера полости. Это создает цепной эффект, когда одно решение приводит к нескольким другим.
Если форма содержит несколько полостей, каждая из них должна работать одинаково. Это звучит просто, но поддерживать этот баланс не всегда легко.
Материал должен достигать каждой полости в одинаковых условиях. Если один путь оказывает меньшее сопротивление, чем другой, он может заполниться быстрее. Со временем это может привести к неравномерным результатам. Некоторые детали могут иметь небольшие различия, даже если они изготовлены из одной и той же формы.
Балансировка – это не только первоначальная настройка. Условия меняются в процессе эксплуатации. Изменяется температура, развивается износ, растут небольшие отклонения. Эти сдвиги могут нарушить баланс, который когда-то казался стабильным.
Поддержание работоспособности всех полостей на одном уровне требует постоянного внимания. Речь идет не столько о достижении идеального баланса, сколько об устранении небольших различий до того, как они станут заметными.
Постоянство – одна из главных целей любого производственного процесса. При наличии нескольких полостей поддержание такой консистенции становится более сложным.
Каждая полость является частью общей системы, но при этом ведет себя как отдельная единица. Небольшие различия в состоянии поверхности, выравнивании или износе могут повлиять на конечный результат.
Когда мощность увеличивается, мониторинг каждой полости становится более трудным. Проверка одной части может не выявить проблемы, присутствующие в другой. Это усложняет контроль качества.
Операторы часто полагаются на шаблоны, а не на отдельные проверки. Если в одной полости начинают производиться немного разные детали, может пройти время, прежде чем рисунок станет ясным. К тому времени ряд частей уже может быть затронут.
Стабильность не всегда заметна на старте. Система может работать бесперебойно на ранних этапах цикла, а позже проявлять изменения.
Чем меньше полостей, тем легче управлять процессом. Одновременно взаимодействует меньше переменных. Когда это число увеличивается, система становится более чувствительной к небольшим изменениям.
Небольшое изменение в одной области может повлиять на всю форму. Например, если одна полость ведет себя по-другому, это может изменить поток материала через остальную часть системы.
Такое взаимосвязанное поведение может усложнить устранение неполадок. Вместо того, чтобы сосредотачиваться на одной точке, операторам часто приходится учитывать, как взаимодействуют несколько элементов.
Заманчиво предположить, что большее количество полостей всегда приводит к более высокой эффективности. В некоторых случаях это соответствует действительности. В других выгоды менее очевидны.
Большее количество резонаторов может увеличить производительность за цикл, но также может привести к задержкам в настройке и регулировке. Если балансировка занимает больше времени или требует частого вмешательства, общая эффективность может не улучшиться, как ожидалось.
Существует также вопрос простоя. Когда пресс-форма с множеством полостей требует обслуживания, последствия могут быть более значительными. Одна проблема может повлиять на несколько результатов одновременно.
В этом смысле эффективность — это не только скорость. Сюда входит стабильность, простота эксплуатации и частота необходимости корректировки процесса.
Техническое обслуживание становится более сложным по мере увеличения числа полостей. Каждая полость добавляет еще одну поверхность, которая со временем может изнашиваться.
Чистка занимает больше времени. Осмотр требует большего внимания. Небольшие дефекты могут появиться в одной полости, в то время как другие остаются незатронутыми. Это приводит к неравномерному износу, с которым необходимо тщательно обращаться.
Доступ также может стать проблемой. В компактных конструкциях доступ к определенным участкам может быть затруднен без частичной разборки. Это увеличивает время на рутинные проверки и корректировки.
Со временем обслуживание – это не просто устранение видимых проблем. Речь идет о предотвращении распространения небольших изменений по системе.
Стоимость часто обсуждается простыми словами, но с изменением количества полостей она становится более многоуровневой.
Пресс-форма с большим количеством полостей может потребовать больше усилий при проектировании и настройке. Корректировки могут занять больше времени. Мониторинг может потребовать больше времени и внимания.
В то же время меньшее количество полостей может снизить сложность, но и ограничить производительность. Это создает противоречие между простотой и производительностью.
Настоящая задача заключается в понимании того, как эти факторы взаимодействуют с течением времени. Краткосрочная экономия может привести к долгосрочным корректировкам, а более высокие первоначальные усилия могут сократить будущие перерывы.
Опыт определяет, насколько эффективно решаются эти проблемы.
Опытный оператор может заметить незначительные изменения на раннем этапе. Они могут корректировать условия до того, как различия станут заметны в конечном продукте.
Менее опытные команды могут больше полагаться на метод проб и ошибок. Это может привести к более длительным периодам адаптации и менее предсказуемым результатам.
Обучение и знакомство с системой могут иметь заметное значение. Даже при использовании одной и той же формы результаты могут различаться в зависимости от того, как с ней обращаться.
Различные настройки приносят разные сильные стороны и ограничения. В следующей таблице представлено простое сравнение:
| Конфигурация полости | Общее преимущество | Общий вызов |
|---|---|---|
| Низкое количество полостей | Более простое управление | Более низкая производительность за цикл |
| Среднее количество полостей | Сбалансированный подход | Требует тщательной настройки |
| Большое количество полостей | Более высокий выходной потенциал | Повышенная сложность и мониторинг |
Это сравнение подчеркивает повторяющуюся тему. Не существует единой конфигурации, подходящей для каждой ситуации. Каждый вариант отражает компромисс между контролем и масштабом.
В одногнездной пресс-форме небольшое изменение может затрагивать только одну деталь за раз. В установке с несколькими полостями один и тот же вариант может повторяться на нескольких выходах.
Это усиливает его воздействие. То, что может показаться незначительной проблемой, становится более заметным, когда оно возникает в нескольких частях одного и того же цикла.
По этой причине небольшие различия воспринимаются более серьезно в средах с несколькими полостями. Раннее обнаружение становится более важным, а корректировки должны быть более точными.
Адаптация часто происходит постепенно. Команды разрабатывают процедуры, которые помогают им справляться со сложностями, не продумывая каждый шаг.
Они узнают, какие знаки указывают на дисбаланс. Они знакомятся с тем, как система реагирует на небольшие изменения.
Со временем этот процесс становится не столько реакцией на проблемы, сколько их ожиданием. Это не устраняет проблемы, но облегчает их решение.
Даже в этом случае изменения в дизайне продукта или производственных целях могут привести к появлению новых переменных. Каждая корректировка может потребовать нового взгляда на то, как используются номера полостей.
Номер полости – это не единовременное решение. Она развивается вместе с потребностями производства.
По мере изменения спроса, изменений в конструкции и старения оборудования первоначальная установка может перестать идеально подходить. Корректировки становятся частью процесса.
Некоторые команды предпочитают перепроектировать формы. Другие адаптируют свой рабочий процесс к существующим настройкам. Оба подхода отражают одну и ту же идею: гибкость имеет значение.
Задача состоит не только в выборе номера полости, но и в том, чтобы знать, когда к этому выбору придется вернуться.

Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. детали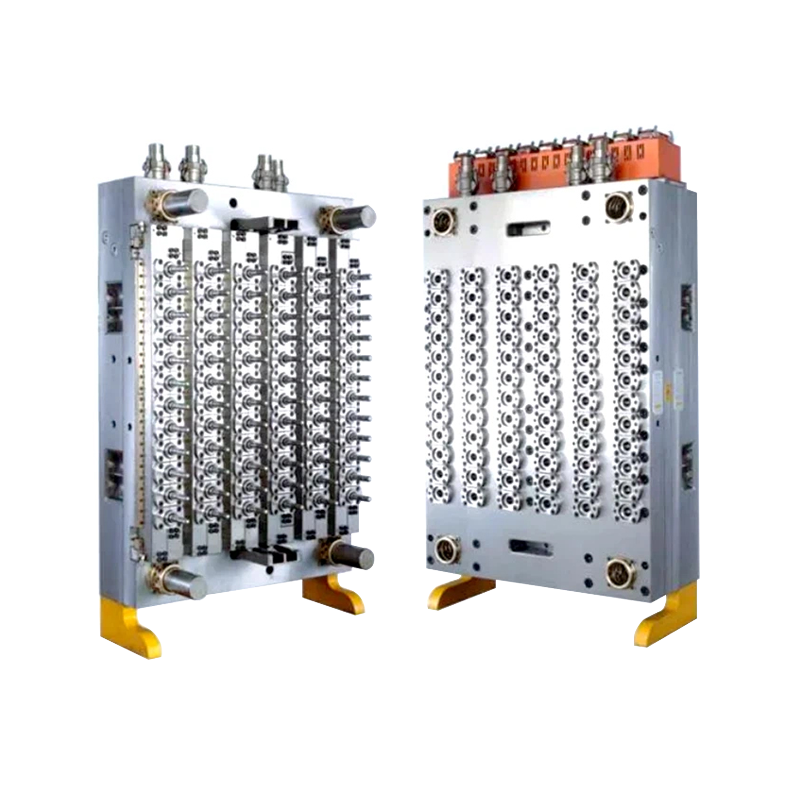
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. детали
Полный спектр автоматических выдувных машин разработан для удовлетворения раз...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
Пресс-форма для ручек является важным инструментом при производстве высококачест...
См. детали
Медицинские формы для бутылок - это специализированные инструменты, предназна...
См. детали
Выдувная машина с ручной подачей — эффективный инструмент, предназначенный дл...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:qihongmould@aliyun.com qh15359570157@qq.com

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

